

Products
FDMM Pulverized Coal Dust Bag Filter
FDMM Pulverized Coal Dust Bag Filter
The series of FDMM high efficiency Pulse Jet Bag Filter for pulverized coal dust collection is a high efficiency, explosion proof environmentally friendly bag filter developed by Hefei Found Technology Co. Ltd.
key word:
Category:
Bag-type dust colletion system
Hotline:
- Description
- Operating Principle
- Performance feature
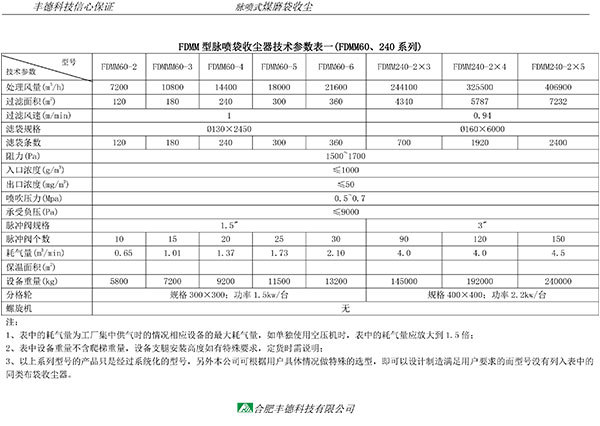
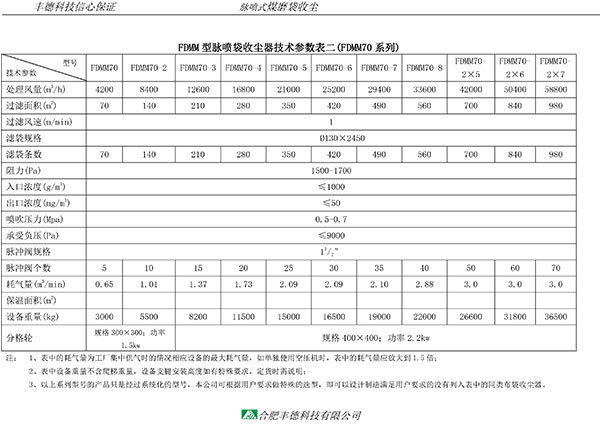
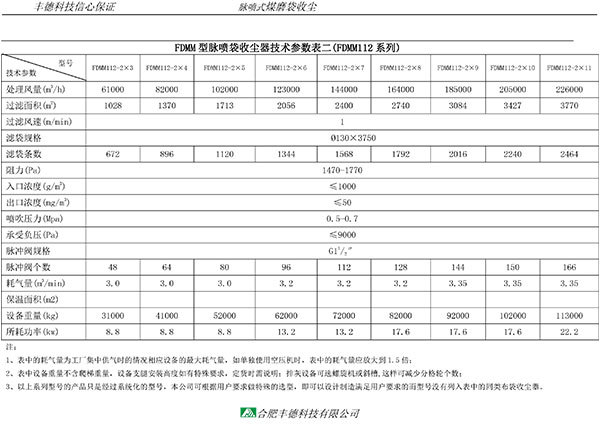
- Technical
- Application
-
- Commodity name: FDMM Pulverized Coal Dust Bag Filter
- Commodity ID: 1072606582270480384
The series of FDMM high efficiency Pulse Jet Bag Filter for pulverized coal dust collection is a high efficiency, explosion proof environmentally friendly bag filter developed by Hefei Found Technology Co. Ltd.

The series of FDMM high efficiency Pulse Jet Bag Filter for pulverized coal dust collection is a high efficiency, explosion proof environmentally friendly bag filter developed by Hefei Found Technology Co. Ltd. on basis of absorbing global advanced technology. It adopts high pressure, large flow pulse valve and the reverse-blow ash cleaning craft to clean the filter bags one by one, its filtering rate is up to 99.99%, being widely used for coal dust collection in various of industries
Key words:- FDMM
-
FDMM pulse Jet bag filter adopts dust collection techniques of negative pressure control, outer-filtering, high pressure & large flow pulse, venturi tube reverse blowing.
2.1 Dust removal
The dusty gas enters into pre-dust collection chamber, heavy dust obstacles falls into the hopper due to collision and gravity, it’s called inertial dust collection. The dusty gas with fine dust enters into the bag chamber, and goes through the filter bags, emission pipes, finally the filtered gas exhausts via the fan. The dust collected on external surface of the filtering bags drops into the hopper by pulse jet flow.
2.2 Dust Cleaning
This equipment adopt high pressure, adopts high pressure, large flow pulse reverse-blowing dust cleaning technique, the strong pulse flow blows into filtering bags one by one, which makes bags shake off the dust on its surface, also the pulse flow blows through the bag, it guarantees the high efficiency and stability of the dust cleaning. -
3.1 Introduction on Pulverized Coal
The high concentrated pulverized coal is flammable and combustible in process of transporting and dust collection.The main reason for its combustion are spontaneous combustion and foreign fire source. The spontaneous combustion is caused due to following factors: environment, the concentration & fineness of the coal dust, Oxygen content in the coal dust and static electric fire. The coal dust in cement factory has following characteristics:
High Inlet Dust Concentration. At step of secondary dust collection, the inlet concentration of coal dust collection system is always controlled below 60g/Nm3, but at the first step of duct collection, the concentration could be as high as above 1000g/Nm3, which is covered in the range of flammable and explosive.(the flammable and explosive range is 40 ~2000g/Nm3,according to international standard)
High Volatility & Granularity. Coal dust of the following characteristics Vdaf >20%,Granularity<0.1mm is quite easy for combustion and explosion,and the cement factory mostly adopts soft coal, its Vdaf is between 25~33%, 80% of the coal dust Granularity<0.08mm,it belongs to explosive dust powder.
High Moisture Content. If it’s dry mill system, the exhaust gas must contains moisture, the dew point is between 50~55℃,very easy for dew formation.
The heat source for dry mill is generally from kiln head after-wind or air heater, these heat source may cause combustion due to open fir it may contain.
3.2 special design for anti-explosion and anti combustion
Due to flammable and explosive of raw coal and the tender’s technical data requirement, we specially design the coal dust collection system.
Special Design on Filter body
In order to avoid the coal dust accumulation inside the bag filter. All beams and separation boards are designed with dust shield with its angle >70℃. The wide angle avoids the dust accumulation. In order to avoid the improper operation and dew formation caused by high humidity, the heat preservation and moisture preservation should be done at the same time.
Anti-static filtering materials.
The high concentrated dusty gas may cause static electricity due to friction with filter bags.the accumulation of statics may cause open fire and combustion.the anti-static filter bags material avoid the above mentioned phenomenon, meanwhile,the bag filter body should contact with ground, ground resistance <4Q.
Anti-explosion Safety Door.
There’s a safety door in each chamber, before explosion the door could automatically open to relief pressure, the volume could be adjusted to ensure the safe working of the whole equipment.
High efficiency dust cleaning system.
As per our ten years experience, we are very clear that the normal reverse-blowing dust cleaning system can not work efficiently for high concentrated dusty gas. Due to the high concentration, the dusty gas is very easy to accumulate on the outside surface of the filter bags, in order to reduce the time its staying on the bags,we need to shorten the dust cleaning period, enlarge the cleaning strength, hence we adopts high pressure air pulse cleaning(high pressure sir 5-7kg/cm3) to clean the bags one by one, at the same time,the venturis on each bag enlarges the air flow volume, which helps to clean the filter bags effectively in short time.
Good Airtightness,Minimum Air Leakage Rate.
Because the dust collection system works under negative pressure, the airtightness directly influences the Oxygen content in the equipment, hence the requested air leakage rate<3% to avoid the explosion.
Safety Inspection and Warning.
Over temperature warning system
It designed with temperature measure thermistor, when the inlet duct or hopper’s temperature reached the limited value, the control system will give warning signals, and automatically the equipment stops working, fire extinguishing or cooling measures will be taken.
Equipped with CO2 or N2 fire extinguishment system
When the internal temperature exceeds the normal value,or its CO content over 300ppm, the fire extinguishment system will start automatically to lower down the equipment internal temperature for equipment protection. But if it’s pulverized coal combustion caused temperature rise and CO increase,there will be an alarm, the CO2 or N2 fire extinguishment system will start automatically to stop explosion. -
Next
Other products




Product consultation
Phone:0551-62798880 Fax:0551-62798890 Domestic Sales:0551-62798833 133-9551-2908
Headquarters address: 27/F,Block D,NO.660, Green Land Yinghai, Ma'anshan Road S.,Hefei, Anhui, China.
Production base: Found Industrial Park, Shuangfeng Industrial Park, Hefei, China
© Hefei Found Technology Co.,Ltd. Powered by:www.300.cn SEO Business license