

Products
FDYL Kiln/Furance High Efficiency Bag Filter
FDYL Kiln/Furance High Efficiency Bag Filter
The company had been performing research and development of industrial kiln flue gas dust-removing technology.
key word:
Category:
Bag-type dust colletion system
Hotline:
- Description
- Operating Principle
- Performance feature
- Technical
- Application
-
- Commodity name: FDYL Kiln/Furance High Efficiency Bag Filter
- Commodity ID: 1072605402169495552
The company had been performing research and development of industrial kiln flue gas dust-removing technology.

The company had been performing research and development of industrial kiln flue gas dust-removing technology. Due to the shortage of reasonably-priced high-temperature resistant materials which can be applied to the coal-fired kiln and other flue gas dust-removing device and the disqualified quality of external device, especially in the quality of the filter material, it has not been generalized. In recent one year, the production technology for auxiliary pieces such as filter material has been promoted greatly. The defects of the bag-type dust remover in the kiln dust-removing technology have been overcome. Moreover, with the increasing enhancement of national environmental requirement and the unveiling of new standard, the electric dust remover can’t meet the processing demand of the kiln flue gas emission, so the bag-type dust remover tends to replace the electric dust remover. Therefore, the company designs and develops new-generation FDYL-type kiln special bag-type dust remover.
Compared with the electric dust remover, FDYL-type kiln bag-type dust remover has the characteristics of high dust-removing efficiency, small floor area, small investment, low operation cost, off-line dust removal, off-line maintenance, high automation degree, high-temperature resistant filter material, evenness and rationality of air flow direction, etc., which provides reliable guarantee for big air volume and high-concentration dusty gas. It is an ideal dust-removing device for the big flow dusty gas.Key words:- High Efficiency Bag Filter
-
FDYL-type kiln bag-type dust remover is an ideal equipment in accordance with national emission standard and in place of original dust-removing device for the big-flow dusty gas dust removal in some newly-built projects in such industries as electric power, metallurgy and cement.
The gas purification mode of FDYL-type kiln bag-type dust remover is external filtration type. The dusty gas enters the unit filtration chambers via the air inlet system. Because the vertical distance between the bottom of the middle bag and the upper air inlet has enough reasonable clearance, the air flow is evenly distributed inside the whole filtration chamber under the influence of the air director, the air deflector and the distributing screen. The dust particles in the dusty gas are separated through the free settling into the dust hopper. The rest dust through the distributing screen enters with the air flow into the filtering area of the middle tank, and absorbed onto the external surface of the filter bag. The filtered clean gas passes through the filter bag, and then is discharged from the tank and the exhaust duct.
The filter bag blows the dust removal with the compressed air, the dust removal mechanism is composed of an air bag, a blowing pipe, an electromagnetic pulse control valve, etc. The top of the outlet of each row of the filter bags inside the filtration chamber is equipped with the blowing pipe, and a blowing outlet is arranged at the lower side of the blowing pipe opposite the center of the filter bag. Each blowing pipe is provided with a pulse valve and communicated with the compressed air bag. Upon removing the dust, the electromagnetic valve opens the pulse valve, the compressed air is sprayed towards the filter bag via the nozzle, and, with its surrounding gas, injected into the filter bag. The filter bag is shaken to form the blowback air action from inside towards outside, which clears the dust on the external surface of the filter bag to achieve the goal of the dust removal.
With the advancement of the filtering working conditions, the dust on the surface of the filter bag reaches a certain extent, the dust removal control device (differential pressure or timing, manual control) is opened the electromagnetic pulse valve according to the set procedure to blow, and compress the gas to pass through various pulse valves via the nozzle on the blowing pipe in the shortest time to induce the air, up to many times of the injected air volume, into the filter bag to form the air wave, so that the filter bag from its bag inlet to its bottom generates sharp expansion and impact vibration, thus causing strong dust removal action to shake off the dust on the filter bag. The dust in the dust hopper is discharged out via the dust discharging system.
Perform the powder pre-injection to protect the filter bag before the dust remover is put into use. At the preliminary stage of the boiler’s low-load oil injection and “four-tube” bursting, start the powder pre-injection device to perform pipe powder injection to protect the filter bag. In case of the oil injection of the kiln igniter, “four-tube” bursting and abnormalities of the flue gas temperature, start the bypass protection system.
The dust remover is provided with the filter bag leak detecting device to detect the filter bag state, and provided with the on-line monitoring device for temperature, humidity, differential pressure, etc. The dust remover (including the dust removal control, etc.) uses PLC control. The whole dust-removing system uses automatic unmanned control, and can feed back the information to the factory’s big system and perfect the remote control of the factory’s big system. -
(A) the overall structure
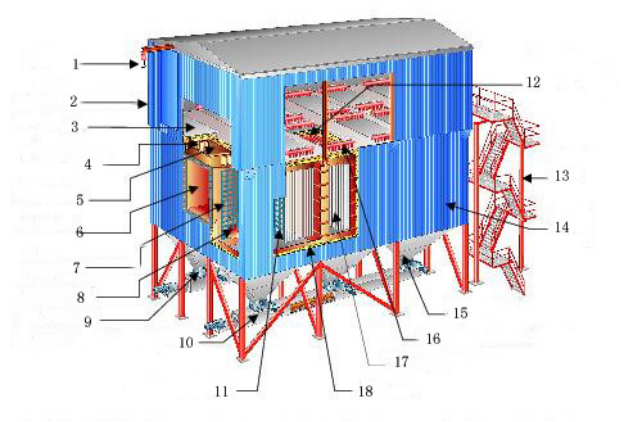
figure 1)
The dust mainly by anti-canopy, the cabinet, the cabinet, hopper, support, cinder equipment, control equipment and other components, as shown in (1), 1 hook; 2 anti-canopy; 3 is a top cover plate; 4 for the export of the throttle valve; outlet 5; 6 inlet; 7 and 11 for the distribution sieve; 8 for the import of the throttle valve; lock valve 9; 10 is a screw conveyor; net 12 tracheal venturi; 13 stairs; 14 housing; an electric heater 15; 16 is a compressed air pipe; 17 is the bag house; 18 for the insulation layer.
(B) branch structure
1, the intake system
Including air inlet, imports of the throttle valve (see Figure 3), wind deflector, wind deflector, distribution sieve, dust flows through pipes into the individual bag house, the wind decreases, most of the dust directly into the hopper, reducing the bag load; not accept the dust and smoke together by the wind deflector through the sieve into the distribution chamber bags, filled the entire space, the windshield and distribution sieve ensures dust and cleaning air flow stream in an upward direction along the bag flow. If the owner requires cleaning manufacturing equipment into line, the moving direction of this air flow can be greatly reduced when the secondary ash cleaning.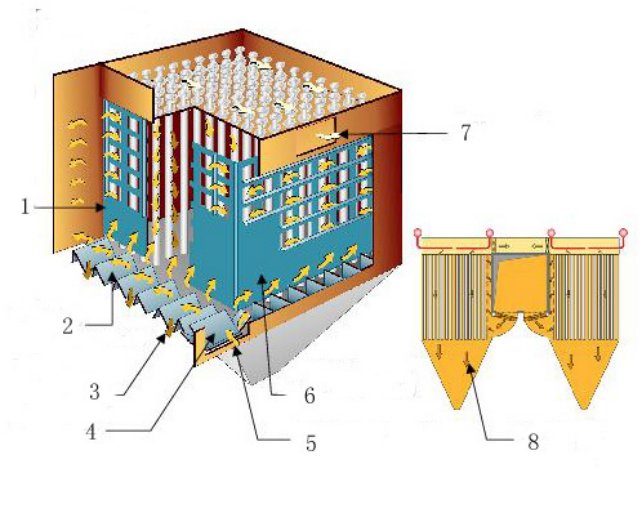
figure 2)
Figure (2), a screen is assigned; windshield 2; 3 to drop the dust outlet; deflector 4; 5 of the dusty gas inlet; 6 assigned sieve; net gas outlet 7; 8 the ash outlet.
2, filter ash system
Including bag, bag cage, flower board (see Fig. 4), etc., each bag is fitted over a bag cage in order to prevent the bag being flattened, flower plate assembly for supporting the bag and the bag house and separating net gas chamber, and as a maintenance platform precipitator ash filtration system components.
3, the cleaning system
Including net trachea, compressed air, pulse valve, poppet valve, venturi, etc., are arranged in parallel in the net trachea preassembled top clean gas chamber, each of the pipe net has a number of small gas jet nozzles which jet small location venturi bag on each one for each.
Net external compressed air pipe and tube connections, tube end into the beginning of the slot, and the end of the supporting angle iron welded pipe and card positioning.
Top precipitator installed air pipes, pipe and pipe connected to the net. Compressed air is connected by a valve control pulse, the pulse valve and solenoid valve, the entire operation of the dust collector cleaning system centralized control by the controller.
Sensing line fixed in the trachea of exit and entry, when the low dropout completed, according to the low pressure difference signal emitted by a differential pressure gauge cleaning cycle began.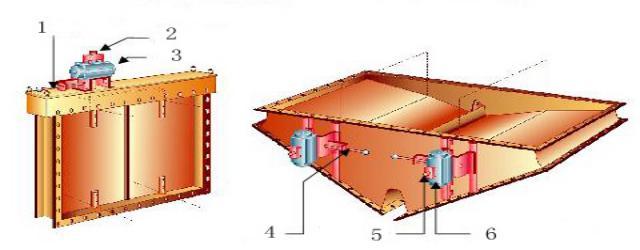
Figure (3)
Figure (3), the safety lock 1 and 4; 5 and limit switch 2; 3 and 6 for the pneumatic controller.
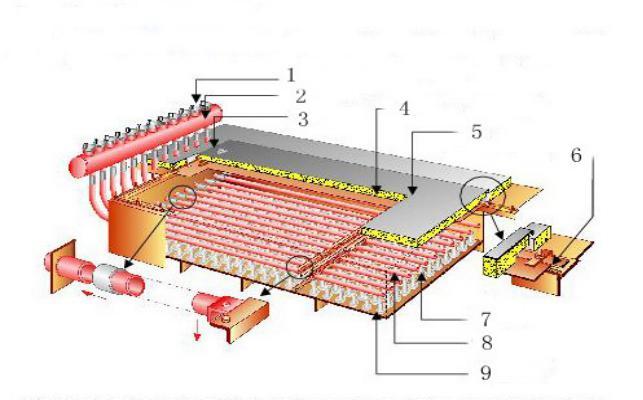
Figure 4)
Figure (4), a pulse valve; 2 compressed air pipe; handle apertures 3; 4 is insulation layer; 5 cover; soft glass fiber gasket 6; 7 venturi; net 8 trachea; 9 flower plate.
4, the exhaust system
Including dust from the outlet of the throttle valve (Figure 3), exhaust pipes and other components of the purge gas discharge system.
5, cinder system
Including hopper - blocking the air gun or rapping device, an electric heater, a manual gate valve, lock valve (double valve plate valve or rigid impeller feeder), spiral or chain transport or sump pumps, etc. .
Figure 5)
6, the air system
Including cylinders, compressed air piping, valves, gauges, triple gas source and the like.
7, the protection system
Includes a bypass system, filter bag leak detection devices, bag dusting equipment and on-line monitoring.
① bypass system is installed between the air inlet and outlet valves, so that when needed, the valve opens, the dusty gas from the air inlet into direct outlet conduct vertical, but also by the control system alarm, it just ensures that the furnace ignition when abnormal combustion and not undermine the dust.
Flue gas temperature anomalies: temperature monitoring device on the inlet manifold filter is installed, it is detected by means of lower or higher than the set value of flue gas temperature, the control system automatically open the bypass to prevent low-temperature conditions bag blockage or ultra-high temperature flue gas condensation burn bag.
Furnace Oil - Ignition: Oil - signal when the ignition furnace into the dust control cabinet PLC, after receiving this signal, PLC will automatically open the bypass valve to bypass oil smoke discharge system, filter protection bag. In addition, the power plant boiler in the low load operation, if you need to throw oil combustion, because this time the cast is small amount of oil, and diesel fuel combustion is light, you can turn off the automatic bypass system, by means of a delivery pipe spraying device dust filter and rely the bag surface layer of gray original package flue gas unburnt oil particles, the purpose to protect the bag. If heavy oil combustion, be sure to open the bypass system in order to protect the goal.
Power plant boiler tube: If a small amount of burst pipes, not a small amount of water on a large number of high-temperature flue gas, the surface of the original bag of ash layer can be wrapped, so there is no significant impact on baghouse. If a large number of burst pipes, water quantity and water pressure is large, abrupt changes in the boiler system parameters, will cause the system to respond accordingly and to also provide a corresponding signal to the dust removal system, the control system will be in accordance with the operating procedures of the boiler to take relevant protective measures: control system PLC received a signal when the boiler tube, PLC control to open the bypass system; we precipitator inlet manifold on the humidity detecting means collecting smoke humidity signal installed in the flue gas humidity exceeds open the bypass system set value; in addition, the boiler tube will lead to increased flue gas temperature, when the temperature detection device installed in the air intake manifold will also play the role of open bypass system. Triple protection to ensure the safety of boiler tube precipitator time.
② bag leak detection system is mainly through the chamber pressure monitoring to complete, always check the bag damage, once the bag is damaged, the control system alarm immediately notify maintenance, to ensure the normal operation of the precipitator.
Jianlou device consists of a differential pressure gauge (each a warehouse), differential pressure transmitter constitution. Typically, the best display performance dust removal system is the pressure drop, pressure drop especially single filter dust collector chamber bag is the best show condition, the pressure drop means that a sudden increase or decrease the clogging of the filter bag leakage, the valve does not move, hopper cleaning system failure or excessive fouling. Low pressure drop indicates that the system has a leak (damaged bag); excessive pressure drop indicates that for many reasons: clogged filter, cleaning system failure, and out valve failure, hopper fouling too much pressure table pipe blockage. After obtaining an abnormal differential pressure transmitter signal sent in the PLC, will shut off the chamber, while the master cabinet display and sound and light alarm.
③ spraying device by a bag silo mounted on the inlet manifold, Luoci platform and fan components.
Dusting before commissioning: Pre-dusting dust precipitator is put in must be done before you run, the aim is to run before the dust bag surface layer of gray powder composition is formed from basic to prevent flue gas bag corrosion. Pre-need dusting powder lime powder and cement powder (generally with lime powder plant, a cement plant with a cement powder), and poured into a hopper transported by hand dusting apparatus, after the main fan is turned on, the fan opening degree it is set to 15% to 20%, while opening each successive chamber, a negative pressure inside the dust formation and inhalation of the powder in the bag attached to the surface of the respective chamber until the warehouse increased resistance reaches 200 ~ 300Pa, the before the next compartment dusting. If you consider doing more cumbersome transport, it can be used as a pre-dusting gray base material source, a high-pressure turbine and the head of ash dusting apparatus.
Dusting service Oil combustion time: you may want to throw oil combustion power plant boiler low load operation. In this case a smaller investment and fuel oil but cast a long time, such as by-pass emissions will seriously affect the emission targets, but if not treated directly into the dust bag in turn caused the blockage. In order to protect the bag and ensure emission requirements, boiler precipitator PLC after receiving signals automatically open cast oil spraying device, the use of powder spraying device served wrapped in smoke unburned oil particles.
Dusting flue gas humidity exceeds a set value of: boiler, "four" burst caused reflect and adjust boiler control system will take some time, but this time into the dust of flue gas humidity increases, will also lead to a paste bags, do this, we added a line moisture detector in the system. When the flue gas humidity exceeds the set value will result in system alarm, PLC automatically open the spraying device, use a powder dusting apparatus serving to absorb moisture in the flue gas to protect the bag.
④ line monitoring apparatus includes a humidity and temperature detector, differential pressure gauges and transmitters, level meter and so on.
8, stair railings and anti-canopy platform
The top of the precipitator must railings, such as the installation of anti-canopy should be open layout, as required in the field should be set up to reach the anti-canopy stairs or platforms (see Figure 6) vertical ladder to the top floor of the precipitator, In case of emergency, you can retreat from the ladder. Rain roof can be set to hoist (Figure 7) canopy can easily be winched to spare parts and other materials canopy area.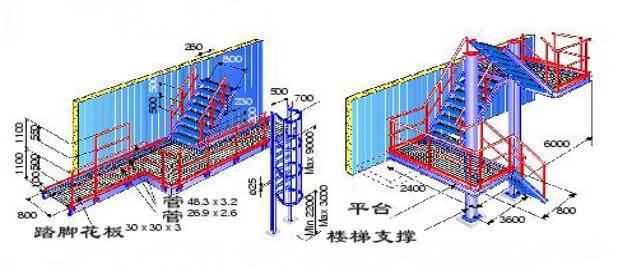
Figure 6)
Carrying capacity
Walkway: distributed load 3KN / m2, concentrated load per 100 × 100mm23kN.
Railing: horizontal direction per meter 0.4kN.
Standards: DIN
Figure (7)
9, the housing part
Including housing and hopper, box board divided into two parts by a flower that is the bag house dust and clean air chamber portion made from 5mm steel plate, and the right amount of welding ribs to meet precipitator withstand considerable negative. In order to prevent sticking to the ash hopper, the hopper is equipped with an electric heater, the heating temperature is not too high, to prevent aging bags, each heater power is 2kw. Electric heater temperature control is generally 80-90 degrees is appropriate, level indicator on hopper indication hopper plot material conditions, such as material level exceeds the upper limit, the control system performs alarm, indicating discharge failure.
Figure (8)
Figure (8), 1 for the top box, the inner panel 2, 3 and out of duct split swash plate 4 is a lateral plate, the end plate 5, 6 of the housing panel, the bottom duct 7, 8 as the support beams.
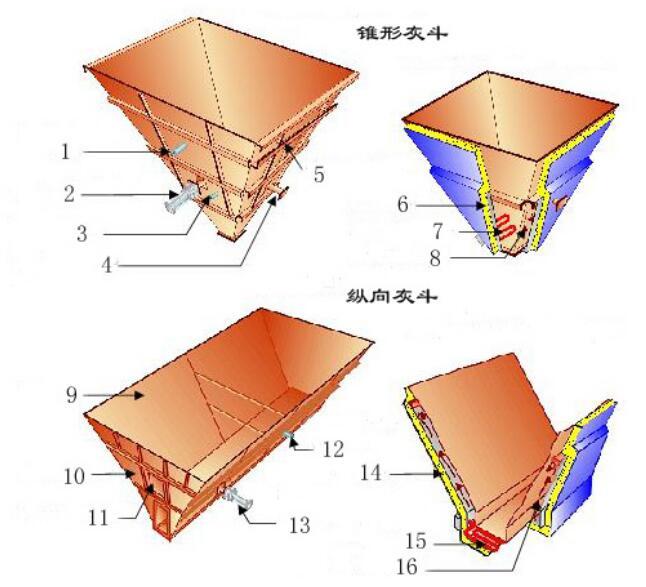
Figure (9)
Figure (9), a level indicator for the material, the air hammer 2, 3 of the thermocouple, the tap point 4, the inspection door 5, the insulation layer 6, 7 of the electric heater, a hot-air 8 District 9 is the side plates, end plates 10 and his type, check the door 11, 12 is a material level indicator, air hammer 13 to 14 for the insulation layer, 15 is a heater, 16 hot-air area.
10, self-adjusting support portion
With self-adjusting spherical top bracket: Figure (10)
Self-adjusting brackets by a vertical cylindrical tube and a diagonal cross square tube combined. In the larger the wind and seismic areas, the stent of this structure is very suitable, it can reflect the technical merits, therefore, we strongly recommend this self-adjusting Stent System.
Dust with angular displacement by the support for cooling, one supported by the three supporting oblique direction is fixed when the dust collector by wind, earthquakes and other factors, can support other activities relative to the fixed support along the radial direction make minor angular motion, in order to cushion the precipitator by external force; while supporting both the upper and lower spherical surface to prevent support to make angular displacement caused when the support is bent.
Figure (10)
With self-adjusting bearing bracket: Figure (11)
With respect to the above self-aligning bracket is concerned, there is an alternative solution is to use a sliding or rolling bearings.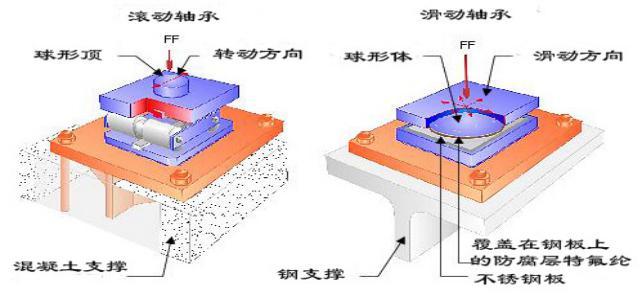
In addition to supporting a fixed support, the other below the support has a bearing, fixed support placed near the center of the dust collector, other supports can be fixed relative to the support for automatic adjustment. Depending on the carrying capacity of these bearings include bottom ash hopper weight in dust and wind, earthquakes and other forces, including the precipitator full load. In addition to a fixed support, the other supporting the following top with a spherical bearing surface, and the goal is to support bearings in the center of the force; according to the size of the dust collector, bearing specifications are not the same.
11, bag and bag cage
Bag for the entire kiln bag filter, the filter bag is the core component. Quality directly affects the efficiency of the filter dust precipitator, bag of life has a direct impact operating costs precipitator.
Common bag materials are as followsName
聚脂
丙烯酸
玻纤
Nomex
Ryton
P84
Superfex
Teflon
最高运行温度
134
140
259
190
190
259
259
259
耐磨性
A
B
C
A
B
B
B
B
过滤性能
A
B
C
A
B
A
A
B
耐温性能
D
A
A
B
A
B
A
A
耐碱性
B
C
C
B
A
C
A
A
耐无机酸
C
B
D
D
A
B
A
A
耐氧化15%
A
A
A
A
D*
A
A
A
相对造价
便宜
便宜
较贵
贵
贵
很贵
很贵
很贵
The bottom of the bag with three layers edging sewing, no edges exposed, the bottom of the reinforcement ring cloth bag reasonable cut to minimize
Patchwork. Stitching, overlapping lap width of not less than 10mm, the bag bottom to improve strength and anti-erosion ability. At the same time from the bottom of the bag
The horizontal distance from the air inlet of the device into the wind deflector system design and service life of the filter has a great relationship. I well
Division design and production equipment fully considered these elements to ensure the normal operation of dust. In addition, the upper end of the bag using a coil spring rise form, good sealing performance, high reliability, installation, change bags quickly.
Bag cage bag cage using circular structure, bag cage of longitudinal reinforcement and support anti-distribution ring, and have sufficient strength and rigidity, anti
Only damage and deformation, the top of the installation of "η" short tube-shaped cold stamping, vertical bag cage for guaranteed protection and safety at the mouth of the bag of blow. 20 # carbon steel material used, the use of automatic welding machine bag cage, to ensure straightness and twist, bone cage frame bag after Welding smooth, no glitches, and there is not enough strength Desoldering, no sealing off, Weld and weld phenomenon. Bag cage using silicone spray technology, solid coating, wear, corrosion, to avoid the dust after working for some time with the filter bag cage of bone surface rust bond to ensure a smooth change bags, while reducing process for bags on the bag damage.
12, and exterior insulation
Steel first coated with anti-rust primer, weathering-resistant, corrosion-resistant high-quality paint (two bottom two faces), and finally a top coat on site after construction painted, paint color confirmed by your side. Dust both insulation when the body design and construction, insulation nails, insulation plate outsourcing (color plate) fixing channel, reasonable density angle setting; wrap angle airway bypass pipe ash bucket lower part of the tank connection production specifications; insulation material selection to ensure a better quality product, designed according to the thickness of the insulation layer insulation requirements; outsourcing insulation board insulation and air insulation layer is left; the necessary facilities to prevent rain soaked insulation. Insulation designed to meet the requirements of dust precipitator internal condensation does not occur. Insulation material selection filter in line with national standards, according to national standards and process requirements of insulation, and provide the appropriate material quality documents; decoration precipitator color steel, all easily stampede insulation have good protection measures. External decoration flat, smooth, beautiful, color is determined by your side.
13, a control system
Including instruments to PLC programmable controller as the main dust control cabinet, MCC cabinet, cabinet-site operation, maintenance
Power boxes, lighting, power boxes and other; the control system is designed to continuously monitor and parallel monitoring, self-control equipment to meet the needs and workshop (or central) control.
power supply
ESP genus Ⅱ class load equipment, we will make available to you the Road separate independent power supply design considerations. Power supply for AC 380V / 220V, 50Hz, three-phase four-wire system. We needed equipment or other DC power to AC power, be resolved by us by your side to provide AC power, and make the required total load power.
① When the power supply voltage variation is within the following ranges, all electrical equipment and control systems should be able to work properly:
AC + 5% ~ -10% UH long -22.5% UH less than a minute;
② circuit design our products as much as possible the power of three-phase load balance;
③ precipitator site facilities, the use of waterproof and dustproof necessary measures to achieve the requirements of the device open place. Outdoor electrical installations
Protection class are IP55.
④ our electrical and control equipment will clearly respect the requirements of the ground, and left on the ground need the equipment grounding connection
Contact terminals;
⑤ cleaner body design, provide the necessary conditions for the cable laying. Cable from the end when all the dust, we are responsible for provision
Cable inventory and is responsible for the design of cable laying. One end of the cable on the body, one end position is not provided by us on the body,
Length, inventory and collection point.
⑥ control device to the central control room of the signals provided by us.
⑦ precipitator provided illumination (high pressure sodium lamps, 125W) and lighting distribution box, and a maintenance required for the power outlet.
Motor
① precipitator on our motor system used are in line with national standards and IEC standards;
② We selected motor type and device it is driving, operating conditions, maintenance and use of the environment meet the requirements;
③ baffle for valves and motors, the locked rotor current does not exceed 8% of the rated current.
Instrumentation and Control
Dust control system uses Siemens PLC control, automatic centralized control of all equipment and dust removal system and
Communication Other PLC. A network system to reduce wiring, so that investment, low energy consumption, easy operation, low operating costs.
Automatic pulse cleaning control using the differential pressure and the timing (time can be set in the control desk) two control methods in the console to select.
Precipitator installed differential pressure gauge and differential pressure transmitters, temperature and humidity detector, leak detection devices, level meter, oil-water separators and air regulator and other instruments, ESP operating conditions can be found in the main control cabinet audible alarm is given on the simulation screen. Dust removal system can be controlled via the console or remotely.
Dust to dust the entire control system centered on a PLC control system implemented by each device dust PLC, and with the workers
Plant control system connected to the data acquisition and transmission systems run by the various equipment dust removal system PLC.
Dust control cabinet room with a filter differential pressure, air pressure, dust all electrical equipment operating conditions, cleaning condition, Ash equipment working condition, dust and material level integrated fault alarm and other display and alarm signal output contact.
Dust removal system all automatic control device can run unattended or accept remote control.
① control equipment
Control means we provide cabinet with double seal structure can be dustproof, waterproof, anti-small animals, set up to ensure
Equipment safety;
Control cabinet has sufficient strength and rigidity, easily deformed;
I / O points PLC allow sufficient input and output interfaces (after leaving the debugger to 15% of I / O capacity); MCC cabinet to leave 20%
Alternate circuit.
When the heat generated within the cabinet member exceeds the allowable temperature, the use of automatic ventilation, to reduce the temperature to ensure that the Department
Normal operation member, the control switch with start - stop - automatic selection function;
Cabinet anti-electromagnetic interference, to ensure that the system does not malfunction.
② Control System Requirements
Continuous current switch contacts by less than 80% of its nominal value;
System operation of the apparatus are set mechanical fault detection and alarm device when any operation of equipment failure, immediately
A fault signal and sent to the operating room, in the control cabinet display and sound and light alarm, automatic power-off operation of equipment outages.
LED Color applications:
Green: power is turned off, ESP outage, the valve is fully closed, etc.
Red: Power closed, ESP operation, the valve fully open, etc.
Add red light green light: half-open valve
White: Power control circuit surveillance lights
Yellow: abnormal state
With the bulk supply of detector elements, instrumentation and control equipment selection general, your side specified product, and in accordance with the State
Relevant standards, confirmed by your side. Factory control system before the corresponding analog test conditions of operation. Electrical instrumentation units are factory tested to ensure that arrived at the scene, connect the power and air supply to operate normally.
③ control and analog display:
The main monitoring instrument: temperature and humidity detector, differential pressure gauge, level meter
Display and alarm: flue gas temperature display and alarm, smoke alarm and humidity display, the bypass valve operating status display, each compartment cleaning status display, pressure display and alarm system operation of each equipment failure alarm.
④ the main console control button settings:
Manual / automatic transfer switch, control room / on-site operation switch, automatic start and stop control buttons, dust each device manually start and stop button.
⑤ local operation box control button settings:
Manual / automatic switch (manual transmission is set to field operation), each filter device manually start and stop button.
⑥PLC control of major equipment list:
Bypass valve (open, closed), electromagnetic pulse valve (open), other operating equipment.
⑦ precipitator control
In the main fan operation signal as a dust removal system start signal, the main fan stops filter cleaning means stop delay (time
Between adjustable).
Bypass valve control with automatic and manual in two ways, the use of automatic temperature control installed in the intake duct, humidity instrument
Actual flue gas temperature detection / boiler ignition or fuel injection signal to carry out, when the flue gas temperature, humidity exceeds the set temperature / boiler ignition or fuel injection, the bypass valve opens automatically; manual control button provided on the operating table.
Dust collector pulse dust control with manual and automatic mode, can be interchangeable. Automatic control of differential pressure (fixed resistance)
And timing control, can be interchangeable. Differential pressure test points are provided in the import and export of the manifold of the dust collector. When the pressure reaches the set value or time period, each filter sequentially pulse cleaning rooms, select the cleaning status achieved by the PLC. Automatic cleaning program executed by the master control cabinet (PLC).
a) Time control: selector switch select "Auto" "time" position, timing control system to meet the conditions, to close off the valve chamber # 1 (off-line cleaning mode), room # 1 cleaning indicator light, began to blow, after blowing off valve opened # 1, # 1 room to work; after the interval of about 20 seconds to close the poppet valve chamber # 2 ...... (repeat # 1 room work), in order to complete all the work of cleaning the chamber into the next cycle , after the end of the period from the beginning of the cleaning process chamber # 1.
b) Fixed resistance control: the selector switch select "Auto", "fixed resistance" position, when the filter differential pressure reaches the set value
When started cleaning step: Close the valve off room # 1 (off-line cleaning mode), room # 1 cleaning indicator light, began to blow, blowing open after the end of the # 1 off valve, Room # 1 to work; interval about 20 seconds off valve closed room # 2 ...... (repeat # 1 room work), in order to complete all the work of cleaning the chamber.
C) If after the first cleaning dust resistance is still higher than the set value, the cleaning continues. If the cleaning process, the dust collector resistance is reduced below the set value, the cleaning process after the completion of a cycle stop until the dust resistance exceeds a set value, the cleaning process began again.
Each filter compartment can single-chamber off, closes the poppet valve from the dust removal system. In this case, the chamber will not run
Cleaning procedures.
Cinder ash silo system with automatic air cannon block clearer and field control in two ways, with the conveying system chain. Precipitator ash hopper set
Loading position and unloading position indication, level display and alarm signal in the control room cabinet.
Automatic control mode:
Time control: When the dust each completed one to three times a pulse cleaning cycle (field adjustable), automatic start Ash device will turn backwards from the precipitator ash bucket dumping of ash once every ash bucket dumping of ash only one run.
Level control: When the level meter display material full, start ash equipment; the current level meter display empty hopper is stopped when Ash equipment.
Site is controlled by the machine next to the box to complete the operation, to provide various equipment running status signal to the host system.
Other products




Product consultation
Phone:0551-62798880 Fax:0551-62798890 Domestic Sales:0551-62798833 133-9551-2908
Headquarters address: 27/F,Block D,NO.660, Green Land Yinghai, Ma'anshan Road S.,Hefei, Anhui, China.
Production base: Found Industrial Park, Shuangfeng Industrial Park, Hefei, China
© Hefei Found Technology Co.,Ltd. Powered by:www.300.cn SEO Business license